Дополнительные команды и правила
Итак, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их намного больше. Существуют такие команды, как компенсация режущего инструмента, масштабирование, рабочие системы координат, выдержка и т. д.
В дополнение к G-коду существуют также команды М-кода, которые используются при создании реальной полноценной программы G-кода. Вот несколько общих команд М-кода:
- M00 – остановка программы
- M02 – конец программы
- M03 — шпиндель ON — по часовой стрелке
- M04 — шпиндель ON — против часовой стрелки
- M05 — останов шпинделя
- M06 — смена инструмента
- M08 – подача охлаждающей жидкости ON
- M09 – охлаждающая жидкость OFF
- M30 – конец программы
В случае 3D-принтера:
- M104 — pапустить нагрев экструдера
- M109 — подождать, пока экструдер не достигнет T0
- M140 — запустить подогрев нагревательного элемента
- M190 — подождать, пока кровать не достигнет T0.
- M106 — установить скорость вентилятора
Некоторым из этих команд нужны соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Таким образом, команда будет включать шпиндель на скорости 1000 об/мин.
Мы также можем отметить, что многие коды являются модальными , что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, предположим, что у нас есть код для линейного движения резки . Если следующим движением снова будет линейная резка, мы можем просто ввести координаты X и Y без надписи G01 впереди.
G01 X5 Y7 F200
X10 Y15
X12 Y20
G02 X5 Y5 I0 J-5
X3 Y6 I-2 J0
|
1 |
G01 X5 Y7 F200 X10 Y15 X12 Y20 G02 X5 Y5 I0J-5 X3 Y6I-2J0 |
То же самое относится и к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если только мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете увидеть «N##» перед командами. Слово N служит просто для нумерации строки или блока кода. Это может быть полезно для определения конкретной строки в случае ошибки в огромной программе.
G02 — круговая интерполяция по часовой стрелке
Команда G02 указывает станку двигаться по часовой стрелке по кругу. Это та же концепция, что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка на самом деле является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
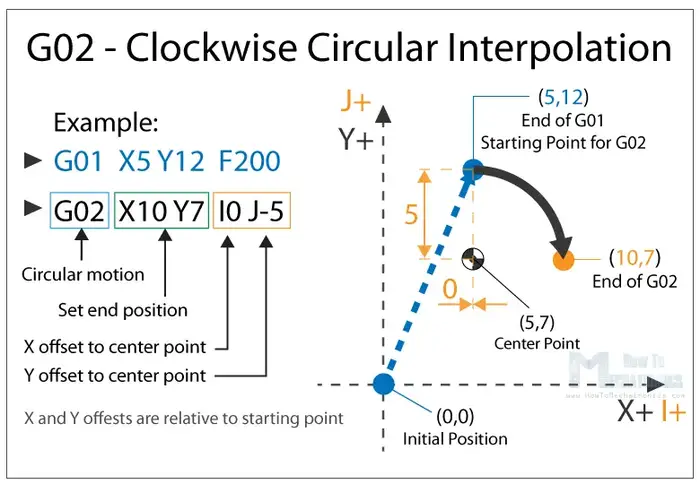
Итак, в первом примере у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку X5 и Y7, нам нужно сделать смещение по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом, мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:
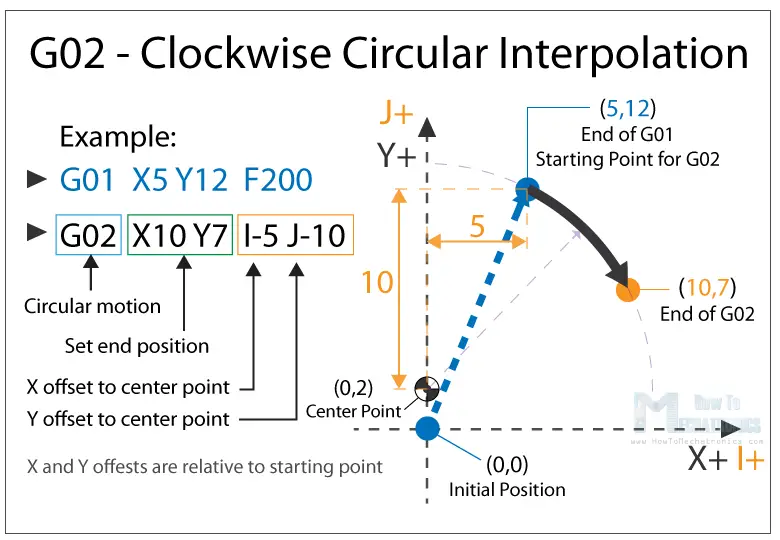
Итак, здесь у нас по-прежнему та же конечная точка, что и в предыдущем примере (X10, Y7), но центральная точка теперь находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.









Коммерческий успех[]
14 мая Osen сообщила, что количество предварительных заказов на «I Feel» достигло 1,1 миллиона.
По состоянию на 16 мая «I Feel» достиг 1-го места в чарте iTunes Top Albums в 18 разных странах.
Согласно чарту Hanteo, «I Feel» разошелся тиражом в 680 000 копий в первый день после релиза, побив рекорд продаж за первую неделю. 20 мая объем продаж превысил миллион. and sold 1,163,395 copies in the first week.
30 мая Billboard объявил, что «I Feel» дебютировал на 41-й строчке в чарте Top 200 Albums.Альбом продержался в чарте две недели подряд.
8 июня в 8:30 утра «Queendom» добились своего первого идеального all kill
8 июня, в ежемесячном обновлении за май, Circle Chart сообщил, что «I Feel» достигла 1 102 190 проданных копий. Он дебютировал на 5-м месте в месячном чарте.
6 июля 2023 года Circle Chart сообщил, что «I Feel» получил тройную платиновую сертификацию за то, что было продано более 750 000 копий.
10 августа 2023 года Circle Chart сообщил, что версии альбома Poca для «I Feel» получили платиновую сертификацию за то, что было продано более 250 000 копий.
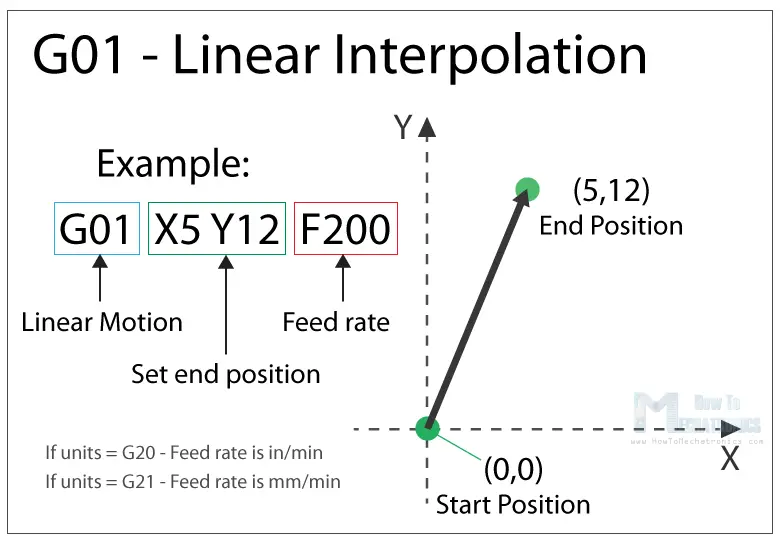
G01 — линейная интерполяция
Команда G-кода G01 дает указание станку двигаться по прямой линии с заданной скоростью подачи или скоростью. Мы указываем конечную позицию значениями X , Y и Z , а скорость — значением F. Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер станка выполняет тысячи вычислений в секунду, чтобы выполнять эти движения.
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется когда станок выполняет свою основную работу. В случае токарного станка или фрезерного станка резка материала по прямой линии, а в случае 3D-принтера — экструдирование материала по прямой линии.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж сложно понять если знать основные принципы его формирования.
Если внимательно посмотреть на код, то можно заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим. На самом деле они являются просто декартовыми координатами.









Давайте посмотрим на одну такую строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G## X## Y## Z## F##
- во-первых, это команда G-кода, и в данном случае G01 означает «переместиться по прямой линии в определенное положение»;
- далее мы объявляем позицию или координаты со значениями X , Y и Z;
- наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение исполнительного механизма.
Подводя итог можно сказать, что строка G01 X247.951560 Y11.817060 Z-1.000000 F400 указывает станку с ЧПУ двигаться по прямой от текущего положения к координатам X247.951560, Y11.817060 и Z-1.000000 со скоростью 400 мм/мин. Единицей является мм/мин, потому что, если мы вернемся к примеру изображения G-кода, мы увидим, что мы использовали команду G21 (вверху рисунка), которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, вместо этого необходимо использовать команду G20.
Примечания[]
- Soompi: (G)I-DLE Confirmed To Be Preparing For May Comeback
- @G_I_DLE в Twitter (17 апреля 2023)
- Soompi: (G)I-DLE Announces May Comeback Date With Unique 1st Teaser For “I feel”
- @G_I_DLE в Twitter (8 мая 2023)
- Soompi: (G)I-DLE’s “Queencard” Becomes Their Fastest MV To Hit 200 Million Views
- Soompi: (G)I-DLE Surpasses 1.1 Million Stock Pre-Orders + Breaks Personal Record With “I Feel”
- ↑ Soompi: (G)I-DLE Tops iTunes Charts Around The World + Breaks Personal 1st-Week Sales Record In Just One Day With “I Feel”
- Soompi: (G)I-DLE Officially Becomes Million Sellers For 1st Time With “I Feel”
- Soompi: (G)I-DLE Achieves 4th Highest 1st-Week Sales Of Any Girl Group In Hanteo History With “I Feel”
- Soompi: (G)I-DLE Breaks Top 50 Of Billboard 200 For 1st Time As “I Feel” Debuts at No. 41
- Soompi: (G)I-DLE Becomes 6th K-Pop Girl Group In History To Chart An Album For Multiple Weeks On Billboard 200
- Soompi: (G)I-DLE Scores Their 3rd Consecutive Perfect All-Kill With “Queencard”
- Circle Chart: Album Chart 2023.05 Month
- Circle Chart: Album Certification
- Circle Chart: Album Certification
- Soompi: Watch: (G)I-DLE Takes 1st Win For “Queencard” On “The Show”; Performances By VERIVERY, ONEUS, And More
- Soompi: Watch: (G)I-DLE Takes “Queencard” 2nd Win On “Show Champion”; Performances By VERIVERY, PURPLE KISS, And More
- Soompi: Watch: (G)I-DLE Takes 3rd Win For “Queencard” On “M Countdown”; Performances By ENHYPEN, LE SSERAFIM, Dreamcatcher, And More
- Soompi: Watch: (G)I-DLE Takes 4th Win For “Queencard” On “Music Bank”; Performances By MONSTA X’s Joohoney, ENHYPEN, And More
- Soompi: Watch: (G)I-DLE Takes 13th Win For “Queencard” On “Music Bank”; Performances By NewJeans, EXO, And More
- Soompi: Watch: (G)I-DLE Takes “Queencard” 5th Win On “Music Core”; Performances By MONSTA X’s Joohoney, Dreamcatcher, And More
- Soompi: Watch: (G)I-DLE Takes 7th Win For “Queencard” On “Music Core”; Performances By Stray Kids, CIX, And More
- Soompi: Watch: (G)I-DLE Takes 9th Win And Triple Crown For “Queencard” On “Music Core”; Performances By Stray Kids, NCT’s Taeyong, And More
- Soompi: Watch: (G)I-DLE Takes 11th Win For “Queencard” On “Music Core”; Performances By NCT DREAM, ATEEZ, And More
- Soompi: Watch: (G)I-DLE Takes 12th Win For “Queencard” On “Music Core”; Performances By TREASURE’s T5, SHINee, ATEEZ, Choi Ye Na, And More
- Soompi: Watch: Watch: (G)I-DLE Achieves Music Show Grand Slam With 6th Win For “Queencard” On “Inkigayo”; Performances By ENHYPEN, LE SSERAFIM, And More
- Watch: (G)I-DLE Takes 8th Win For “Queencard” On “Inkigayo”; Performances By Stray Kids, ENHYPEN, And More
- Watch: (G)I-DLE Takes 10th Win And Triple Crown For “Queencard” On “Inkigayo”; Performances By Stray Kids, NCT’s Taeyong, And More
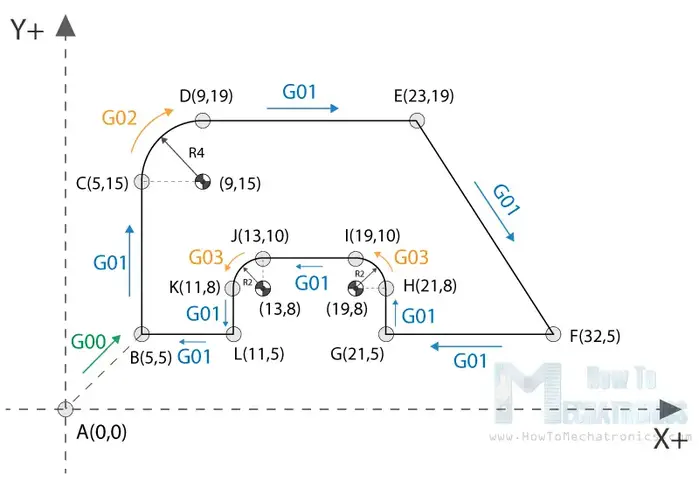
Пример простой программы G-кода
Теперь, прочитав все изложенное выше, мы можем вручную сделать настоящий, актуальный код. Вот его пример:
%
G21 G17 G90 F100
M03 S1000
G00 X5 Y5 ; point B
G01 X5 Y5 Z-1 ; point B
G01 X5 Y15 Z-1 ; point C
G02 X9 Y19 Z-1 I4 J0 ; point D
G01 X23 Y19 Z-1 ; point E
G01 X32 Y5 Z-1 ; point F
G01 X21 Y5 Z-1 ; point G
G01 X21 Y8 Z-1 ; point H
G03 X19 Y10 Z-1 I-2 J0 ; point I
G01 X13 Y10 Z-1 ; point J
G03 X11 Y8 Z-1 I0 J-2 ; point K
G01 X11 Y5 Z-1 ; point L
G01 X5 Y5 Z-1 ; point B
G01 X5 Y5 Z0
G28 X0 Y0
M05
M30
%
|
1 |
% G21 G17 G90 F100 M03 S1000 G00 X5 Y5;pointB G01 X5 Y5Z-1;pointB G01 X5 Y15Z-1;pointC G02 X9 Y19Z-1I4 J0;pointD G01 X23 Y19Z-1;pointE G01 X32 Y5Z-1;pointF G01 X21 Y5Z-1;pointG G01 X21 Y8Z-1;pointH G03 X19 Y10Z-1I-2J0;pointI G01 X13 Y10Z-1;pointJ G03 X11 Y8Z-1I0J-2;pointK G01 X11 Y5Z-1;pointL G01 X5 Y5Z-1;pointB G01 X5 Y5 Z0 G28 X0 Y0 M05 |
Описание представленного кода:
- Инициализация кода. Символ % всегда присутствует в начале и в конце программы.
- Настройки кода: задаем программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 дюймов/мин.
- Шпиндель по часовой стрелке со скоростью 1000 об/мин.
- Быстрое позиционирование на B(5,5).
- Контролируемое движение в том же положении, но с опусканием инструмента на -1.
- Линейное режущее движение в положение C(5,15).
- Круговое движение по часовой стрелке к точке D(9,19) с центром в точке (9,15).
- Линейный разрез до точки E(23,19).
- Линейный разрез до точки F(32,5).
- Тот же прямой разрез до точки G(21,5).
- Еще один прямой переход к точке H(21,8).
- Круговая интерполяция против часовой стрелки до позиции I(19,10) с центральной точкой (19,8).
- Линейный разрез до точки J(13,10).
- Круговая резка против часовой стрелки до позиции K(11,8) с центром в точке (13,8).
- Линейная резка в положение L(11,5).
- Заключительное линейное движение резки в положение B(5,5).
- Поднимем инструмент.
- Перейдем в исходное положение.
- Выключим шпиндель.
- Конец основной программы.
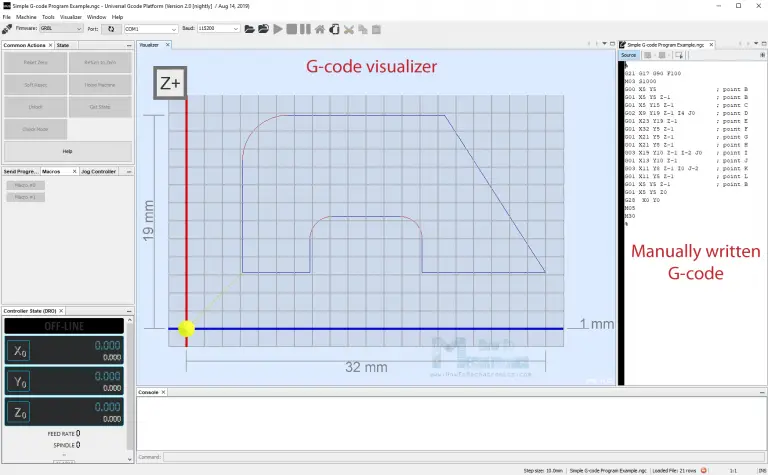
А вот как этот код выглядит готовым к отправке на наш станок с ЧПУ через программное обеспечение Universal G-code Sender:
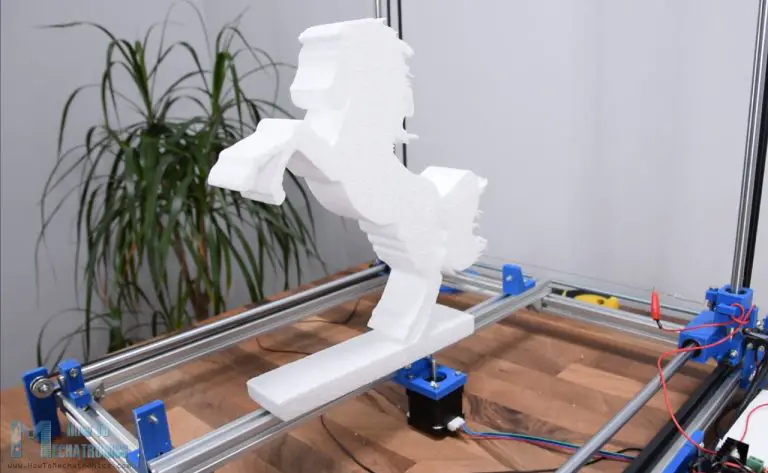
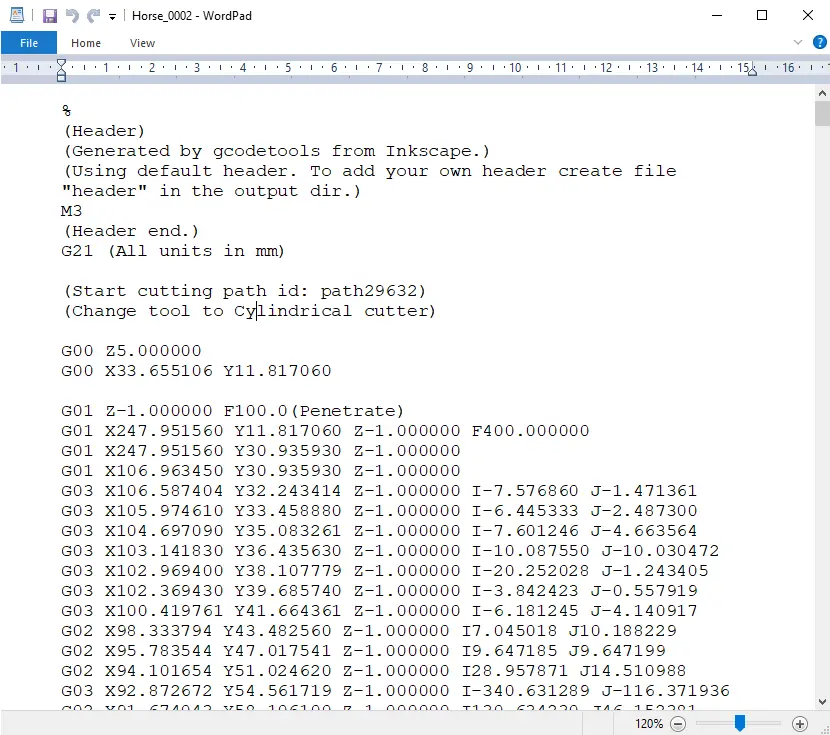
Итак, используя рассмотренные основные команды G-кода, нам удалось написать собственный полноценный G-код. Конечно, этот пример довольно прост, и для более сложных форм нам нужно будет использовать программное обеспечение CAM. Вот пример сложного G-кода формы лошади:
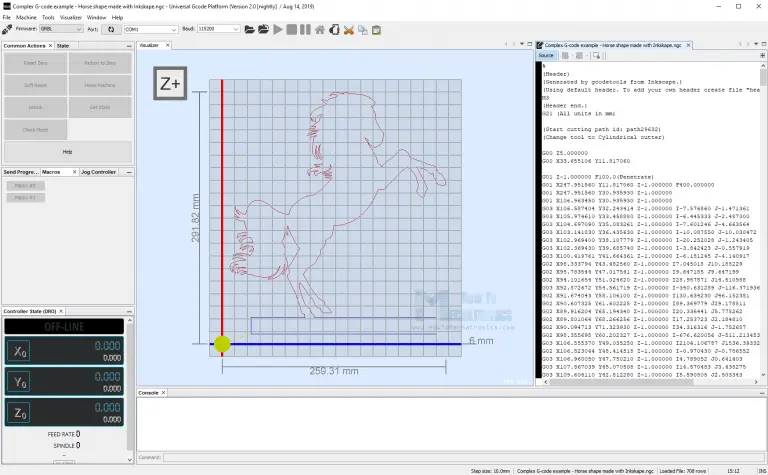
Для сравнения, в этом коде около 700 строк, но все они сгенерированы автоматически. G-код был сделан с использованием программного обеспечения Inkscape. С его помощью можно, например, создать вот такую фигуру из пенопласта: